Технология пайки полипропиленовых труб: подготовка и процесс
Содержание:
- Сварка пластиковых труб своими руками
- Распространенные ошибки при сварке пластиковых труб
- Монтаж систем водоснабжения из полипропиленовых труб
- Канализационная система из ПП труб
- Сварка труб в неудобном месте
- Почему и как стоит использовать «холодную сварку»
- Специфика пайки труб из полипропилена
- Этапы сварки
- Монтаж труб ПВХ
- Правильные стыковые сварные швы
- Преимущество использования полипропиленового трубопровода
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре
Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко
Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно
Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Монтаж систем водоснабжения из полипропиленовых труб
Для систем водоснабжения и отопления частных и многоквартирных домов применяют, в основном, изделия из металлопластика и полипропилена. При этом полипропиленовые конструкции более предпочтительны в закрытых системах (внутри стен, гипсокартонных конструкций, под плиткой и т. д.). Объясняется это тем, что резьбовые соединения металлопластиковых муфт при многократном расширении-сжатии во время нагрева прослабевают и требуют периодической подтяжки. Полипропиленовые же сварочные соединения этого недостатка лишены.
Для проведения работ по монтажу системы водоснабжения или отопления из полипропиленовых труб необходимо понимать принцип и следовать чётким рекомендациям. Сварка пластиковых труб своими руками доступна даже новичку, но требует определённой сноровки и приобретения некоторого опыта.
Способы сварочных соединений
Сварка пластиковых труб – это доступный и проверенный способ их соединения, который позволяет создавать надежные системы водоснабжения. При этом прочность полученного соединения не отличается от прочности монолитной пластиковой трубы. Технология сваривания позволяет получить трубопроводы любой длины и конфигурации. В напорных трубопроводах используют три принципа сваривания – сварку встык, враструб и муфтовую сварку.
Для выполнения работ по стыковой сварке необходимо применение специального оборудования. Торцы труб устанавливают в сварочный агрегат, который обеспечивает их взаимное центрирование. После этого обрабатывают их края, затем разогревают специальным приспособлением и прижимают друг к другу при помощи специального механизма подачи. В результате образуется равномерный качественный шов. Такой способ позволяет создавать трубопроводы из труб большого диаметра.
Для систем водоснабжения в частных домах и квартирах применяются полипропиленовые трубы диаметром до 63 мм. При этом используются два вида монтажа:
- сварка в ратсруб (при этом виде соединения одна труба входит в другую, конец которой предварительно расширен);
- муфтовая сварка (трубы входят с двух сторон в специальную муфту).
Для снабжения труб резьбовым соединением, применяют резьбовые муфты-фитинги с ратсрубом.
Инструмент, необходимый для монтажа
Для монтажа системы, состоящей из полипропиленовых труб, необходимо наличие следующих инструментов:
- сварочный аппарат (паяльник) для труб из полипропилена;
- насадки для сварочного паяльника;
- ножницы для резки пластиковых труб (труборез);
- торцевая зачистка для полипропиленовых труб (шейвер);
- маркер и рулетка;
- крепежные клипсы;
Не следует забывать и о личной безопасности, поэтому защитные рукавицы будут очень кстати.
Сварочный аппарат, «утюг», сварочный паяльник, – как только не называют этот инструмент для сварки труб из пластика.
К паяльнику необходимо иметь насадки для различных диаметров труб. Если вы надумали приобрести инструмент, не выбирайте самый дешёвый. Лучше всего возьмите аппарат с подставкой и насадками, покрытыми тефлоном. Это позволит выполнить работу качественно. Труборез можно с успехом заменить ножовкой по металлу, если не планируется большой объем работы. Шейвер же необходим только при работе с трубами, предназначенными для горячего водоснабжения для срезания внешнего алюминиевого покрытия.
При всей своей простоте, процесс сварки полипропиленовых труб требует аккуратности и выполнения определенных технологических требований, поэтому к делу необходимо подходить максимально ответственно.
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.

Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Шаг первый.
Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй.
От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.


Шаг третий.
Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый.
Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника
Подобная технология используется при строительстве:
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Почему и как стоит использовать «холодную сварку»
Особенности «холодной сварки»
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).
- Клей растворяет поверхности соединяемых деталей на одну треть толщины, т.е. осуществляется холодная диффузионная сварка.
- На такой процесс, как пайка труб ПВХ, оказывают влияние различные условия:
- влажность воздуха;
- температура.
- Работы по склеиванию труб можно проводить при широком диапазоне температур воздуха: 5–35°С. Использование морозостойкого клея делает возможным проведение работ при температуре до –17°С. При жаркой погоде склеивание следует производить как можно быстрее, во избежание высыхания клея до завершения монтажа.

Количество соединений, которое можно произвести при помощи 1000 мл клея
- По своим свойствам клей должен быть:
- текучим;
- с однородной консистенцией;
- без посторонних включений.
Емкость с клеем следует плотно закрывать крышкой в перерывах между непосредственным проведением работ, чтобы избежать испарения летучих компонентов.
Технология клеевого соединения труб
Спайка труб ПВХ в раструб производится в несколько этапов:
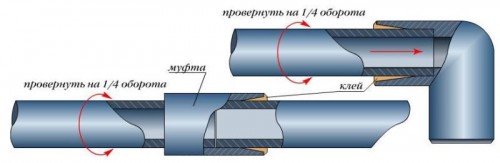
Схема «холодной сварки» труб из ПВХ
- Ровно отрезать необходимый кусок трубы. Для этого могут быть использованы:
- ножовка по металлу, имеющая мелкие зубцы;
- труборез;
- специальные ножницы.
- Снять фаску на конце трубы, соблюдая угол в 15 градусов, используя фаскосниматель. Следует избегать появления заусенцев.
- Очистить раструб фитинга и трубу от грязи и пыли, удалить влагу.
Для эффективной очистки соединяемых деталей можно использовать очиститель для труб ХПВХ. Он хорошо подготовит поверхности для склеивания.
- Нанести клей. Работа производится кистью аккуратно по поверхности трубы и раструба.
- Вставить в раструб трубу сразу же после нанесения клеевого слоя.
- Для того чтобы клей равномерно распределился по склеиваемым поверхностям, повернуть фитинг на 90 градусов относительно трубы.
- Зафиксировать детали на 20–30 секунд. Не производить повторного поворачивания соединенных деталей после их фиксирования! Весь процесс склеивания должен быть закончен в течение 1 минуты.

Время выдержки соединения до пробной подачи транспортируемой жидкости или газа
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.
- При необходимости убрать избыточный клей при помощи мягкой ткани.
Более наглядно увидеть технологию склейки вы можете на видео, представленном ниже.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация,
сек |
Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Этапы сварки
Сварка пластиковых труб своими руками включает в себя несколько основных этапов. Ничего сложного в данном процессе нет, главное, заранее подготовить все необходимые материалы и инструменты, ну, а дальше достаточно следовать простой инструкции.
Для начала необходимо подготовить все элементы, которые предстоит соединить путём сварки. Потребуется размерить трубы на ровной поверхности и нарезать их на куски нужных размеров согласно схеме разводки.
После этого, уже нарезанные куски необходимо обработать — снять фаску. Снимать фаску следует на глубину не более 3 миллиметров, соблюдая наклон от 15 до 45 градусов. Чтобы сделать это грамотно, потребуется воспользоваться фаскоснимателем, или в крайнем случае острым ножом с коротким лезвием. Перед сваркой подготовленных деталей обязательно необходимо обезжирить окончания труб в местах стыка, где планируется проводить заваривание. Нужно помнить, что все элементы конструкции, равно как и детали сварочного аппарата, должны быть в чистом состоянии, так как благодаря такому подходу можно обеспечить качественную спайку при сварке стыков конструкции.
Далее, нужно в правильной последовательности разложить все вырезанные пластиковые элементы, как они должны будут соединяться при помощи сварки — это поможет избежать неправильного соединения.
После этого необходимо подготовить сварочный аппарат. Для этого его необходимо хорошо прогреть до нужной температуры в пределах 260 градусов, не менее. Обусловлено это тем, что для сварки пластмассовых труб оптимальной температурой является именно 260 градусов.
Прежде чем сваривать подготовленные части конструкции, необходимо хорошо разогреть все элементы будущего трубопровода. Для этого нужно будет вставить в специальный разъём паяльника часть трубы и прогреть
Важно помнить, что недостаточная температура нагрева элементов конструкции может привести к протечкам, а чрезмерный перегрев деформирует деталь. Поэтому нужное время нагревания будет отличаться в зависимости от диаметра используемой трубы
Для определения точных параметров, достаточно посмотреть в специальную таблицу, которая прилагается к инструкции сварочного аппарата.
Если все элементы прогреты правильно, то они соединяются достаточно просто и ровно. Причём соединять нагретые элементы пластмассовой трубы нужно очень быстро и до упора, а проворачивать в процессе соединения элементы трубы строго запрещается. На весь процесс соединения должно уходить всего несколько секунд, так как после этого детали начнут охлаждаться. Сваренные трубы должны охлаждаться естественным путём, поскольку при быстром охлаждении происходит потеря прочности конструкции в местах сваривания. Также при сваривании элементов конструкции следует соблюдать нужный угол среза, что поможет сделать шов максимально прочным и герметичным.
Заключительный этап состоит в обязательной зачистке швов в местах сваривания. Для этих целей можно использовать обычный напильник. После охлаждения и зачистки, изделие будет полностью готово к использованию.
Если делать всё правильно, то процесс сварки не доставит много хлопот, а проделанная своими собственными руками работа доставит лишь удовольствие.
Монтаж труб ПВХ
Монтаж и соединение пластиковых труб осуществляется значительно проще, чем металлических трубопроводных изделий и занимает минимум времени. Трубы ПВХ можно соединить методом пайки, используя паяльник для труб ПВХ. Этот способ не нуждается в предварительных, специальных подготовительных работах.
Прибор для проведения сваривания изделий
Сварочный аппарат для труб ПВХ предназначен для стыковки изделий друг с другом. Он имеет нагревательный элемент, в который устанавливаются специальные гильзы необходимого диаметра. Благодаря встроенному индикатору прибора, осуществляется контроль над температурой нагрева. Работает утюг для труб ПВХ от промышленной сети переменного тока.

Сварочный аппарат (утюг) для ПВХ труб
Разогревающее тепло трубам передается от предварительно раскаленных гильз. Они обеспечивают расплавление наружной поверхности трубы для осуществления эффекта молекулярной диффузии соединяемых поверхностей. Гильзы покрываются специальным материалом (тефлоном), благодаря которому к ним не прилипает расплавленный материал трубы. Работа с прибором осуществляется только в специальных перчатках для недопущения получения ожогов.
До отвердения ПВХ материала после пайки необходимо ветошью или деревянной лопаткой очистить поверхности от остатков оплавления. После остывания соединения проделать эту операцию без повреждения поверхности трубы будет проблематично.
Соединение изделий может осуществляться по одной из следующих технологий сварки:
- Муфтовой, когда концы труб для соединения входят в дополнительную муфту.
- Раструбной, когда один конец трубы имеет специальное расширение для входа в него конца другого изделия.
- Встык. Такой способ используется для соединения трубопроводных изделий в диаметре более чем 63,0 мм. Считается наиболее эффективной и надежной именно стыковая сварка. Такой метод состыковки является также наиболее долговечным.
Также стоит отметить способ клеевого соединения или холодную сварку ПВХ труб.

Оборудование для пайки труб большого диаметра встык
Соединение ПВХ изделий по раструбной технологии
Рассмотрим более подробно, как осуществляется пайка труб ПВХ с применением раструбной технологии. Для этого способа при монтаже продукции до 40,0 мм в диаметре достаточно использовать ручной специальный аппарат для сваривания изделий. Если же соединению подлежат изделия большого диаметра, необходимо использовать стационарное оборудование для ПВХ труб, обеспечивающее точную предварительную их центровку.
Для осуществления пайки труб необходимо:
- Надежно установить на горизонтальную поверхность аппарат для сварки. Обеспечить полную неподвижность прибора.
- Соединяемые концы труб должны быть отрезаны острым ножом или специальными ножницами строго под прямым углом.
- Включить прибор и подождать некоторое время, необходимое для нагревания насадок до высокой температуры (около 260ºС).
Следует помнить, что при меньшей температуре нагрева не гарантируется прочность и герметичность соединения. В случае перегрева муфт произойдет разрушение структуры материала труб, что приведет к потере ее прочности.
- Далее на разогретые насадки необходимо поместить трубные изделия на небольшое время, до начала расплавления конца трубы, который вставляется в раструб. При соединении необходимо обязательно контролировать, чтобы не возникло перекосов.

Конец трубы и фитинг надевают на разогретые насадки
- После проведения пайки обеспечить неподвижность соединенных элементов на несколько минут до окончательного отвердевания стыка.
Таким образом, используя специальный инструмент можно самостоятельно за короткое время проводить соединение ПВХ продукции. Полученные соединения характеризуются герметичностью и прочностью на протяжении продолжительного периода эксплуатации.
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
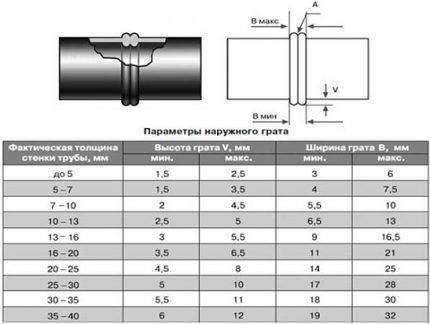 Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
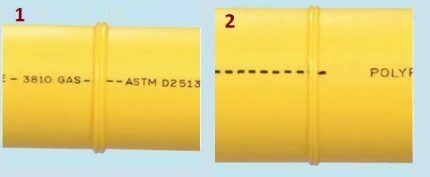 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке
 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Преимущество использования полипропиленового трубопровода
Пластик является надежным, прочным и безопасным материалом, который все чаще применяют для сооружения водопровода и систем отопления. Даже не зная, как соединить полипропиленовые трубы, можно быстро научиться этому несложному процессу с помощью небольших рекомендаций.
Дельные советы помогут не допустить распространенных ошибок и сделать всю работу идеально с первого раза. Многие специалисты используют различные виды полипропиленовых труб для организации отопления и других сантехнических работ. Этот материал обладает многочисленными привлекательными свойствами.
Прочность соединения
Сварка пластиковых элементов осуществляется с помощью специального инструмента, который разогревает детали до такого состояния, что их можно сплавить между собой. Полученный шов отличается невероятной прочностью и надежностью. Его можно сравнить с металлической сваркой. Такое соединение способно без труда выдержать 12 атмосфер, тогда как давление в водопроводных трубах обычно не превышает пяти атмосфер.
Длительный эксплуатационный срок
Многие производители труб из пластика дают гарантию на свою продукцию от четырех до шести десятилетий. На самом деле полипропилен способен прослужить гораздо дольше. Для этого необходимо соблюдать правила использования и регулярно делать осмотр системы и ее узлов.
Низкая стоимость
Нередко покупатели выбирают трубы из полипропилена из-за их приемлемой цены. Однако это не отражается на высоком качестве продукции. Специалисты утверждают, что данный материал по своим свойствам можно смело сравнить с медью, которая всегда считалась лучшим вариантом для изготовления труб.
Устойчивость к ржавчине
Пластик не ржавеет, не портится от элементов, содержащихся в воде и не повреждается от соприкосновения с жидкой средой.
Простой монтаж, который можно выполнить самостоятельно
Многих привлекает возможность установить полипропиленовые трубы самостоятельно. Для этого не нужно владеть специфическими навыками и многолетним опытом. Все элементы соединяются при помощи простых инструментов. Эта работа напоминает сборку конструктора. Проявив немного терпения и аккуратности, можно установить систему, которая прослужит несколько десятков лет.
 Спайка «на весу»
Спайка «на весу»
Чистота внутренней поверхности
Благодаря тому, что внутри труба невероятно гладкая, на ней не оседает мусор и химические элементы, которые могут находиться в воде. Однако подобная проблема может возникнуть, если была неправильно сделана врезка в полипропиленовую трубу, имеется брак в пайке или наблюдается чрезмерный нагрев пластика.
Бесшумность
Пластиковые детали, в отличие от металлических труб, не издают никакого шума, а также не подвержены вибрации.
Прежде, чем заниматься монтажом водопроводной или отопительной системы, необходимо провести тщательную подготовку. Она заключается не только в тщательном выборе деталей и элементов, но и в грамотном планировании. Все работы должны проводиться аккуратно и с соблюдением необходимых мер безопасности. Монтаж пластиковых труб не является сложным процессом, поэтому с ним справится даже человек без опыта.